
2024-11-11 10:26:15
随着新能源汽车、智能电网、航空航天、轨道交通等领域的快速发展,功率器件已经成为众多工业领域中不可或缺的一部分。1947年,贝尔实验室发明了由多晶锗构成的点接触式晶体管,标志着现代电子时代的开端,自此人类进入信息时代。1957年,第一个晶闸管在美国通用电气公司诞生,标志着第二次电子革命开始,进入到强电领域,功率器件成为弱电控制强电的纽带。把机器时代、电气时代和电子时代开创的技术融合在一起的电力电子技术进入迅速发展的阶段[1]。上世纪70年代,门极可关断晶闸管(Gate-Turn-Off Thyristor, GTO)、双极结型晶体管(Bipolar Junction Transistor, BJT)、金属氧化物半导体场效应晶体管(Metal-Oxide-Semiconductor Field-Effect Transistor, MOSFET)为代表的全控型器件得到飞速发展。1983年绝缘栅双极型晶体管(Insulate-Gate Bipolar Transistor, IGBT)正式在市场上推出,兼具了MOSFET和BJT的优点,成为家用电器、新能源汽车、消费电子等领域主要的功率器件。
功率器件所用的第一代半导体材料以硅(Si)为代表,构成电子工业的基础。第二代半导体材料,以砷化镓(GaAs)、磷化铟(InP)为代表,主要是化合物半导体材料,用于制作高速、高频、大功率以及发光电子器件,在卫星导航、射频功放器件、激光器和光通信器件等领域中应用广泛。第三代半导体材料是以碳化硅(SiC)、氮化镓(GaN)为代表的一类新兴半导体材料,因其与传统半导体材料相比具有宽禁带特性又被称为宽禁带半导体材料,已成为现代半导体科学技术的主导研究领域之一[2]。宽禁带半导体的本质特性主要表现在电场强度、导热系数、熔点、电子迁移速度、禁带宽度等方面,GaN、SiC和Si的本质特性如图1所示[3]。宽禁带半导体具有高频、大功率、高击穿电压、高工作温度、高转换效率和宽频带等优点,可用于开发高性能的电力电子、射频和光电子器件[4]。
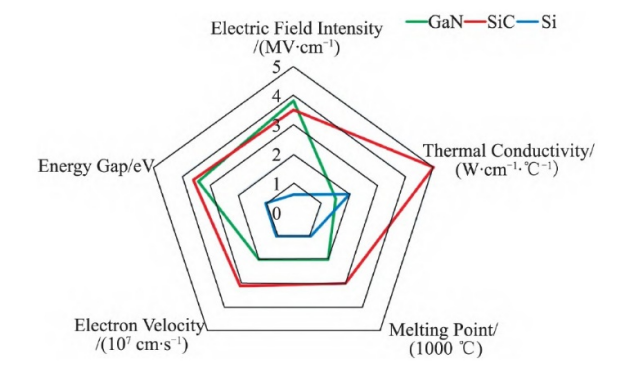
图1 GaN、SiC和Si的本质特性[3]
Si基功率器件已经在众多领域广泛应用。随着汽车、飞机、军事和空间探索等应用对高功率密度、高开关频率和在恶劣高温环境下运行设备的需求不断增加,Si受材料性能所限难以满足使用要求。GaAs、InP由于原料较为稀有成本更高,且砷具有毒性,应用范围受到限制[5]。基于SiC和GaN的功率器件克服了Si的局限性,表现出较高的击穿电压,可以提高热导率,降低功率损耗,增加可实现的最大开关频率[6], [7]。由于其优越的材料性能,高功率密度、高开关频率和高温应用等优势,以SiC和GaN为代表的第三代半导体器件成为Si器件最有前景的替代品,在石油和天然气行业、新能源汽车、空间探索的应用前景十分广阔[8]。
SiC功率器件即使在高于350 ℃的温度下也具有优良的开关特性和稳定的功能,最高耐受结温可超越500 ℃,但由于现有封装技术所限,目前SiC功率器件标称结温多为175 ℃[3], [9]。典型的封装结构由半导体芯片、芯片连接层、覆铜陶瓷基板(Direct Bonding Copper, DBC)、基板连接层、散热底板、键合引线、功率引出端子、灌封材料和封装外壳等组成,如图2所示[10]。芯片连接层的目的是将半导体芯片连接到基板上,形成导电、导热的通道,达到机械支撑、热量耗散、电气连接的效果,功率模块的可靠性很大程度上取决于连接层的可靠性。理想情况下芯片连接材料应具有以下性能[9], [11]:(1)高导热性、高导电性;(2)芯片和基板之间相匹配的热膨胀系数(Coefficient of Thermal Expansion, CTE);(3)良好的润湿性与附着力;(4)良好的抗疲劳性、耐腐蚀性;(5)尽可能低的连接温度;(6)长期高温下工作可靠性。第三代功率器件对在高温下工作的微电子封装相关技术和材料的开发,尤其是芯片连接材料提出了新的要求。
表1列出了各种高温芯片连接材料的对比。锡铅焊料因其低熔点、低成本、易获得性、良好的润湿性等特性,曾广泛地应用于电子封装中,但铅对环境和健康构成危害。欧盟议会和欧美理事会于2003年2月13日在其《官方公报》上关于在电子电气设备中限制使用某些有害物质的2002/95/EC指令的颁布,除少量豁免产品外,其余电子电气设备均限制了产品中铅的含量[12]。传统的锡铅焊料逐渐被各种无铅材料所取代,如Sn-Ag、Sn-Zn、Sn-Cu、Sn-Bi、Sn-In、Sn-Ag-Cu、Sn-Zn-Bi、Sn-Cu-Bi、Sn-Cu-Ni等,但Sn基焊料由于其熔点较低,已无法满足功率器件在高温环境中使用的要求[13]-[14][15][16]。为了满足高温环境下的使用要求,铋基、锌基、铜基、银基、金基等高温焊料也得到了开发,但金基焊料价格昂贵、铋基焊料加工性差、锡锑润湿性差、锌基合金容易氧化,使用存在较大的局限性,都表明它们不太可能完全取代高铅焊料[17]-[18][19]。
纳米金属颗粒烧结连接技术由于其低温连接、高温服役的特点引起了电子封装领域广泛的关注,是目前最有潜力的封装连接技术之一。当金属颗粒尺寸减小到纳米尺度时,可以在低于相应块体材料熔点的温度下实现键合,金属颗粒尺寸与其熔点之间关系为[23]

式中Tm为纳米颗粒熔化温度,T0为整体熔化温度,r为颗粒半径,l0为单位质量的潜热,σs和σl分别是固体和液体的比表面能,ρs和ρl分别是固体与液体的密度。颗粒中的原子数量减少,表面积与体积的比率增加,系统中的自由能增加,纳米颗粒的熔点几乎与粒子半径的倒数成线性关系,如图3所示[24], [25]。纳米银颗粒因其烧结温度低、熔点高、热导率和电导率高等优点而备受关注,但其存在着成本高、易发生电化学迁移等缺点。铜材料具有更丰富的资源、成本低、导电性好等优点,但纳米铜颗粒在高温下容易氧化,限制了纳米铜烧结连接技术的实际应用。因此,提高纳米铜焊膏的抗氧化性和低温烧结性能是目前研究的重点。

图2 功率模块的典型封装结构示意图[10]
表1 芯片连接材料优缺点对比[13],[17]-[18][19][20][21][22]


图3 颗粒表面原子熔点和百分比的一般趋势[24], [25]
01.纳米铜颗粒及焊膏制备
纳米铜颗粒的可控制备是实现低温烧结的关键之一,常用的制备方法可分为化学方法、物理方法、生物方法,如图4所示[25]。化学方法有化学还原法、化学沉淀法、微乳液法、电化学法、水热法、气相爆轰法、机械化学法、多元醇法等,具有工艺简单、成本较低、产物粉末纯度高、均匀分散、粒径可控等优点[27]-[28][29]。物理方法包括:物理气相沉积法、爆炸法、机械球磨法、气体蒸发法、激光烧蚀法、γ射线辐照法等,适合大规模的生产且无溶剂污染[30], [31]。生物方法具有易得性、无毒性、成本效益和易操作性等优势,通过利用植物、微生物、酶、蛋白质、淀粉和氨基酸等取代了传统的还原剂和稳定剂,可以克服物理及化学方法存在的成本、危险化学品等方面的问题。但生物方法的机制仍然没有得到精确的解释,如何提取和纯化所制备的纳米颗粒以进一步应用于功率器件封装仍然是一个待解决的重要问题[32]-[33][34][35][36]。

图4 铜颗粒制备方法分布图[26]
为了使纳米铜焊膏具有合适的流动性,适合丝网印刷,同时提高抗氧化性能,减少在烧结过程中的开裂行为,需要在纳米铜颗粒中添加分散剂、粘结剂和溶剂。分散剂与颗粒表面相互作用,一端的极性酸官能团附着在颗粒的表面,另一端碳氢链包围在颗粒的周围,可以起到防止颗粒团聚的作用,链长较长的分散剂也可以防止烧结裂纹的出现。粘结剂主要为存在不同长度的烃类官能团的有机物,分散的纳米颗粒通过长链凝聚起来,防止在烧结过程中产生开裂现象。溶剂用于调节焊膏的流动性,大多为具有较短烃链的有机物。
1.1 纳米铜颗粒制备
采用化学还原法制备纳米铜颗粒是当前研究最广泛的制备方法之一。化学还原法通过向铜盐前驱体中加入还原剂,使二价铜离子还原成零价态,通过改变相关工艺参数控制纳米铜颗粒生长的形状和粒径。
铜盐前驱体可以分为可溶性和微溶性铜盐。微溶性铜盐通过溶解电离平衡以及氧化还原平衡,可以控制铜晶核的成核和生长速率,按需定制出不同形貌和尺寸的纳米铜颗粒。铜盐中一般含有杂离子,微溶性铜盐相较于可溶性铜盐反应过程中副产物大幅减少,不仅简化了后续处理工艺,而且提高了连接层的稳定性和可靠性。赖韬等人[37]以抗坏血酸为还原剂,聚乙烯吡咯烷酮为保护剂,前驱体分别选择五水硫酸铜、三水硝酸铜两种可溶性铜盐和氢氧化铜、乙酰丙酮铜、四水甲酸铜、一水乙酸铜四种微溶性铜盐。前驱体为可溶性铜盐制备的颗粒粒径较大且存在团聚现象,而微溶性铜盐制备的颗粒粒径小,分散均匀,无明显团聚现象,如图5所示。Gao等人[38]以聚乙烯吡咯烷酮K90作为保护剂和分散剂,1,3-丙二醇作为溶剂,硫化钠为还原剂,发现可溶性硝酸铜作为前驱体,高浓度的Cu2+容易与S2-反应生成CuS杂质;不溶性氢氧化铜作为前驱体,不仅可以更好的控制铜颗粒的成核和生长,使铜颗粒分布更广形成双峰铜颗粒,而且由于溶解缓慢,无法提供过量的Cu2+,抑制了CuS杂质的生成。

图5 不同铜盐合成的纳米铜的SEM图像[37](a)五水硫酸铜,(b)三水硝酸铜,(c)氢氧化铜,(d)乙酰丙酮铜,(e)四水甲酸铜,(f)一水乙酸铜
常用的还原剂有抗坏血酸、次磷酸盐、硼氢化物、甲醛、水合肼等,与Cu2+反应的化学方程式分别如式(2-6)所示[39]-[40][41][42][43][44]。Jo等人[45]在氮气气氛下,将醋酸铜溶解在辛胺和油酸的混合物中,加入还原剂苯肼,获得的颗粒可直接储存在干燥空气中,无需进一步钝化处理。Zain等人[46]在壳聚糖溶液中,以抗坏血酸为还原剂。结果表明,通过降低壳聚糖浓度或增加硝酸铜浓度,可以增大粒径。Zhang等人[47]以硼氢化钾为还原剂,制备了高分散性、平均粒径为100 nm的铜颗粒。王敏等人[48]研究发现还原剂水合肼浓度值从4.12 mol/L增大到6.18 mol/L时,铜颗粒粒径大幅减小,浓度值继续提高到8.24 mol/L时,粒径反而增大,同时出现较多块状形貌。

纳米铜颗粒的合成过程中不仅需要铜盐前驱体和还原剂,还需要在溶液中加入有机物包覆剂,使纳米铜颗粒表面形成包覆层。既可以通过静电排斥或空间位阻的方式,保证生成的纳米铜颗粒尺寸形貌均匀,具有良好的分散性,又可以抑制纳米铜颗粒发生表面氧化和团聚。所使用的有机包覆剂主要有聚乙烯吡咯烷酮、十六烷基三甲基溴化铵、油酸、明胶等[49]-[50][51]。聚乙烯吡咯烷酮的疏水基团使颗粒表面形成紧密保护层,并且在有机长链的作用下分隔开,避免团聚。十六烷基三甲基溴化铵在水中进行溶解时会电离大量的阳离子基团,吸附在纳米铜颗粒表面,使得颗粒之间具有较强的排斥力,有效抑制了颗粒的团聚,获得分散性良好的纳米铜颗粒。超声处理也是纳米铜颗粒合成过程中细化尺寸和分散颗粒的常用方法。Yang等人[52]研究发现随着超声功率从0 W增加到500 W,纳米铜颗粒的平均直径从520 nm减小到167 nm,尺寸分散度从94 nm减小到44 nm。李若远等人[53]研究发现最佳超声时间为20 min。超声时间过短,导致铜颗粒没有粉碎到粒径足够小。超声时间过长,粒径反而增大,这是由于超声过程会伴随产生大量的热量,增强颗粒的布朗运动,增大颗粒间的碰撞几率。
纳米铜焊膏的相关报道中主要采用球状铜颗粒,部分研究中涉及片状铜颗粒和树枝状铜颗粒。表2简要总结了纳米铜颗粒形状和粒径对烧结连接接头的影响。Wu等人[54]使用分子动力学方法模拟纳米铜颗粒的熔化和烧结行为,如图6所示,尺寸较小的纳米铜颗粒在烧结过程中所需烧结温度更低,烧结时间更短。
表2 纳米铜颗粒形状和粒径对烧结连接接头的影响[44], [57][58][59][60][61]


图6 纳米铜颗粒烧结行为[54]
初始颗粒的堆积致密度对烧结致密性有较大影响。由于小粒径颗粒可以填充大粒径颗粒的空隙,提高整体堆垛致密度,降低连接层孔隙率,因此,在相同条件下,不同形状或粒径的铜颗粒按一定比例混合后制备的烧结连接接头相对于单一铜颗粒可实现更优异的性能。蒋大伟等人[55]通过构建非等径双球三维密集堆积模型和蒙特卡罗仿真模拟,发现粒径比为5∶1时,初期孔隙率较低,烧结过程中物质传递和烧结颈形成更加迅速,收缩速度较快且收缩率较大,烧结致密性更好。与双球模型相比,多颗粒模型更接近实际烧结过程,Cheng等人[56]对纳米铜多颗粒的烧结和致密化行为进行了分子动力学研究。研究表明不存在团聚现象的前提下,多颗粒和双球烧结主要机制相同,多颗粒的整体致密化实际上由每对相邻颗粒的烧结控制。但不同于传统烧结机制,在该模拟中未观察到气相传输。
目前基于等径双球模型的铜颗粒烧结机理研究较为丰富,但在实际烧结过程中颗粒扩散情况更为复杂,有关非等径、片状、树枝状等铜颗粒的数值模拟仿真也较少。现有研究中使用的简化模型很难完全模拟实际,对复合形状尺寸铜颗粒的烧结机理也需进一步深入研究,寻求合适的铜颗粒比例组合,以达到较高的堆积密度,从而实现在低温低压烧结条件下得到具有优异性能的烧结连接接头。
1.2 纳米铜颗粒氧化行为及影响
铜是一种较为活泼的金属,在空气中容易发生氧化,且粒径越小氧化速率越快。纳米铜烧结连接层的氧化产物有两种,一种是Cu2O,另一种则是CuO。通过计算吉布斯自由能可以推断出纳米铜颗粒在烧结过程中,容易生成Cu2O,随后在Cu2O表面形成一层薄的CuO氧化层,Cu的氧化反应方程式为[62]:

在烧结连接过程中纳米铜颗粒没有熔化现象,是通过铜原子扩散的方式形成烧结颈以及实现组织结构的致密化。原子扩散路径如图7所示,分别为表面扩散、蒸汽运输、表面的晶格扩散、晶界的晶格扩散、晶界扩散和位错形成的晶界扩散[63]。纳米铜颗粒表面的氧化物会阻碍铜原子通过以上6种原子扩散路径汇聚形成烧结颈,导致所需烧结温度和辅助压力升高,并对烧结连接层导电、导热等性能造成不利影响。Jeong等人[64]通过调整聚乙烯吡咯烷酮的分子量控制纳米铜颗粒表面氧化层厚度,发现随着氧化层厚度降低,在275 ℃下烧结的连接层电阻率得到了明显的改善。Xie等人[65]阐明了纳米铜颗粒在不同热老化气氛下的氧化过程。如图8a所示,在空气气氛下烧结的纳米铜颗粒之间形成了有效连接的烧结颈结构,颗粒表面出现了氧化层;在空气气氛热老化过程中,纳米铜颗粒氧化程度更严重,表面同时形成了较厚的Cu2O和CuO层,如图8b所示,并且由于大量铜原子的向外扩散以及与氧的结合,导致铜原子的大量消耗,在铜颗粒中形成了微孔;在真空热老化过程中,由于真空中的氧气含量少,部分铜原子向外扩散并与少量氧结合,Cu2O的生长缓慢,Cu2O和CuO层相对较薄,而剩余的铜原子相互扩散以促进连接区域进一步扩展,从而导致烧结连接层的致密化,如图8c所示。Liu等人[66]在250 ℃空气气氛中对Cu烧结连接接头和Cu@Sn烧结连接接头进行热老化试验。研究发现Cu@Sn颗粒在烧结过程中形成Cu3Sn-Cu复合组织,Cu3Sn金属间化合物网络微观结构可以作为参与氧化反应的铜原子的扩散屏障,限制铜氧化物的最大体积并使其分离,如图9所示。使用Cu@Sn颗粒作为芯片连接材料,铜氧化物的生长得到了有效抑制,并使其不能相互连接形成氧化物网络,因此在热老化试验中表现出了更高的可靠性。
1.3 纳米铜焊膏的防氧化措施
纳米铜颗粒在空气环境下不稳定,颗粒的尺寸越小,氧化倾向越强,容易形成Cu2O和CuO,阻碍颗粒之间烧结连接。为抑制纳米铜焊膏在存储和烧结过程中的氧化现象,常用方法为使用核壳结构的纳米铜颗粒或在纳米铜焊膏中添加有机物。核壳结构是通过在纳米铜颗粒表面包覆难氧化材料达到抑制铜氧化的效果。Cu@Ag是目前研究中较为广泛的核壳结构,Ag层不仅可以抑制铜在空气中烧结的氧化问题,而且会出现反润湿的现象,增加连接层的结构致密度,提高连接强度和性能[21], [67]-[68][69][70]。Cu@Ni具有与Cu@Ag相当甚至更好的抗氧化性,但较厚的Ni层将导致烧结后铜核仍留在镍壳体内,镍壳的部分连接可能导致更高的电阻率[71]。由于Ag相比于Sn更难以被氧化,因此Cu@Sn@Ag三层核壳结构相比于Cu@Sn具有更好的抗氧化性,且连接层中Ag主要以Ag3Sn金属间化合物形式存在,具有更高的抗腐蚀性能和抗电化学迁移能力[72]。Cu@BBS颗粒中钡硼硅酸盐(BBS)玻璃表面层对铜颗粒具有显著的抗氧化性,且薄玻璃层用可作烧结的促进剂和无机粘合剂,在烧结过程中BBS层熔化并流入连接层和基板之间的空间,从而有助于连接层与基板的牢固连接[73]。但核壳结构制备工艺更为复杂,导致生产成本增加,并且在合成过程中包覆层的致密性和均匀性难以保证,影响烧结连接接头性能的稳定性。在纳米铜焊膏中添加有机物的方法成本相对较低,更加可控,并且在抑制氧化的同时不引入其他物质,可以形成铜基同质连接,避免不同材料热膨胀系数差异带来的问题。Hirai等人[74]使用各种聚合物作为保护剂,如聚乙烯吡咯烷酮、聚乙烯醇、聚乙烯醇、2-羟乙基纤维素、聚丙烯酸、聚2-丙烯酰胺-2-甲基-1-丙烷磺酸以及甲基乙烯基醚和马来酸的共聚物,其中使用聚乙烯吡咯烷酮对于合成具有高抗氧化性纳米铜颗粒最为有效。聚乙烯吡咯烷酮可以防止团聚和氧化,但其分解温度区间在220~350 ℃,在300 ℃以下的烧结温度只能部分分解,会产生部分有机物残余,因此需要减少聚乙烯吡咯烷酮的使用量,使纳米铜颗粒表面的有机物能够在烧结过程中尽量去除[37], [51]。异丙醇胺吸附在纳米铜颗粒表面,同样可以防止其氧化,并且沸点仅为160 ℃,降低了颗粒烧结的扩散屏障,同时异丙醇胺对CuO具有还原能力,可减少烧结过程中的氧化[75]。Huang等人[76]选择七种不同性质的有机溶剂作为纳米铜焊膏中的载体溶剂:三丁酸甘油酯、二乙二醇单乙基醚醋酸酯、松油醇、聚乙二醇200、乙二醇、二甘醇、丙三醇,分别制备丙三醇+聚乙二醇200、丙三醇+乙二醇、乙二醇+二甘醇、三丁酸甘油酯+二乙二醇单乙基醚醋酸酯、三丁酸甘油酯+松油醇五种混合溶剂,将纳米铜颗粒与分别上述混合溶剂混合制备铜焊膏。由丙三醇+乙二醇组成的具有还原性的纳米铜焊膏,在氮气气氛中280 ℃下进行10 min无压烧结,烧结接头的剪切强度高达72 MPa,且250 ℃高温贮存的停留时间对接头强度的影响很小。Yang等人[77]将相同的铜颗粒分别与松油醇、丙二醇和乙二醇三种不同的溶剂混合,三种铜焊膏中团聚体的平均尺寸分别约为12.9 μm、5.5 μm和3.8 μm,其剪切强度分别为42.2 MPa、58.2 MPa、81.4 MPa。图10描述了团聚体和空洞之间的关系。对于由分散颗粒或小团聚体组成的系统,颗粒或小团聚体可以相对自由地移动,空洞会很小。对于由大团聚体组成的系统,颗粒的运动受到限制,从而形成更大的空洞。较小的团聚体尺寸对应较小的空洞和较高的烧结结构强度。酚醛树脂在纳米铜颗粒表面形成包覆结构防止其氧化的同时还可以填充接头中的空洞,提高接头的剪切强度,但由于酚醛树脂自身的绝缘性能,添加过多会导致电阻率增加,且阻碍纳米颗粒之间的烧结而导致剪切强度降低[78]。L-丙氨酸为铜颗粒提供了优异的热稳定性,延缓了温度诱导的空气氧化,促进长期稳定性,这种小的配体可以为铜提供高效的稳定性,且不会对烧结造成负面影响[79]。

图7 烧结过程中不同原子的扩散路径[63]

图8 烧结纳米铜颗粒的氧化行为示意图[65](a)老化前,(b)空气老化,(c)真空老化

图9 Cu接头和Cu@Sn接头孔中形成的氧化物体积比较[66]
纳米铜颗粒的氧化问题抑制了铜原子的扩散,使得烧结过程需要更高的烧结温度和辅助压力,并且对烧结连接接头的性能和高温可靠性均产生负面影响,因此防止纳米铜颗粒氧化是实现互连接头低温低压烧结,长时间高温服役的关键。
1.4 纳米铜焊膏的自还原特性
纳米铜颗粒的烧结过程通常会在保护性气氛或者还原性气氛中进行,增加了生产成本。而且在使用辅助压力的烧结过程中,还原性气氛与焊膏无法充分接触实现预期的还原效果。因此在有些研究中向焊膏内添加还原性物质,使纳米铜焊膏具有自还原特性,以消除氧化物的影响。还原性物质可以分为三类:短链羧酸、铜金属有机分解物、甲酸铜。

图10 团聚体和大型空洞形成过程图示[77]
乳酸、苹果酸和柠檬酸等短链羧酸与铜表面的弱结合有利于在烧结过程中有效去除纳米铜颗粒中的有机保护层和CuO,同时产生的自还原特性进一步防止了纳米铜颗粒的氧化。Kim等人[80]使用20 wt.%苹果酸和80 wt.%乙二醇的混合物制备焊膏,在空气气氛中300 ℃和5 MPa条件下快速加压烧结30 s,剪切强度达到23.1 MPa,继续在300 ℃氮气气氛中进行30 min的无压烧结,剪切强度显著提高至69.6 MPa。不含苹果酸的纳米铜焊膏在相同的烧结工艺下剪切强度分别为6.7 MPa和15.9 MPa。该研究指出苹果酸能有效促进铜颗粒的烧结,延缓铜颗粒的氧化,是由于其还原了铜颗粒中的CuO。Zuo等人[81]采用一种原位还原烧结方法,将纳米铜颗粒与1,2,3-丙三醇混合,达到了去除纳米铜颗粒表面的天然氧化物并抑制其再出现的目的,即使在空气中烧结也没有发现明显的氧化物。在220 ℃下无压烧结5 min,接头剪切强度高达30 MPa以上。乳酸具有分解温度低、抗氧化和还原能力强等优点。Wang等人[82]使用由乳酸处理过的纳米铜颗粒和3-二甲氨基-1,2-丙二醇组成新型铜焊膏,在空气中实现了低温热压铜-铜键合。乳酸处理纳米铜颗粒以去除表面氧化物,同时表面产生的乳酸铜,乳酸铜和3-二甲氨基-1,2-丙二醇可以防止铜在空气中加热时氧化。烧结后具有良好的导电性。在225 ℃、8 MPa空气中热压烧结后,接头的剪切强度达到28.7±1.6 MPa。抗坏血酸无毒无害,绿色环保,通过吸收焊膏中的氧气被氧化成脱氢抗坏血酸,吸附在颗粒表面。使其具有自还原特性和自保护特性。Gao等人[83]研究发现不添加抗坏血酸的铜焊膏烧结后接头剪切强度仅为9.7 MPa,而添加1.3 wt.%抗坏血酸的铜焊膏烧结而成的接头剪切强度高达24.8 MPa。抗坏血酸的作用机理如图11所示,抗坏血酸在室温下会减少铜颗粒上的氧化层,在烧结过程中抗坏血酸的分解也抑制了铜颗粒的进一步氧化,促进了铜原子的扩散,加速了铜焊膏的低温低压烧结。
除了添加具有还原性的短链羧酸,还可以通过金属有机分解(MOD)得到自还原纳米铜焊膏,避免对还原气氛的依赖。Cu-MOD在加热过程中可以还原纳米铜颗粒表面的氧化物,并且通过热分解形成粒径超小的纳米铜颗粒,焊膏中的纳米铜颗粒为该过程提供异相成核,使铜颗粒表面产生许多微小的铜核,将纳米铜颗粒之间的间隙逐渐填满,如图12所示,从而促进铜原子的扩散,有助于在较低的温度下烧结,而且致密的结构有助于抑制纳米铜颗粒的氧化,使其具有一定的抗氧化作用[84]。Yuan等人[85]将四水甲酸铜、2-氨基-2-甲基-1-丙醇和辛胺混合得到Cu-MOD溶液,制备出的铜焊膏在250 ℃空气中烧结20 min后,接头平均剪切强度可达52.01 MPa,能够满足工业应用的要求。

图11 抗坏血酸在铜焊膏中的作用机理[83]

图12 MOD辅助Cu-Cu烧结形成示意图[84]
甲酸铜在烧结方面具有分解温度较低,不会产生分解残留物,不需要使用额外的还原气氛等优势。甲酸铜在210 ℃下热解,烧结过程中产生H2和CO两种强还原性气体,如式(10)、(11)所示,去除了铜基板表面上生长的天然氧化物,并抑制新氧化物形成,实现了纳米铜颗粒的快速生长和界面连接[86]。甲酸铜的热分解反应和铜氧化物的还原机理如下[87], [88]:

H2和CO还原CuO可能分两步通过化学方程式(12)和(14)先将Cu2+还原生成Cu+,再通过化学方程式(13)和(15)将Cu+还原为Cu;也可能通过化学方程式(16)和(17)一步将Cu2+直接还原为Cu。Cu(II)还原原位生成的Cu加速了烧结过程,使甲酸铜颗粒具有用于快速烧结连接的潜力。Feng等人[89]采用甲酸处理和胺络合相结合的方法,在N2气氛下180 ℃烧结10 min后,获得电阻率为19±2 μΩ cm的铜膜。甲酸处理可以在表面上原位化学吸附甲酸铜,3-二甲氨基-1,2-丙二醇可以与表面化学吸附的甲酸铜配合,并充当还原剂。当化学吸附的甲酸铜分解生成纳米铜颗粒时,活性铜表面暴露出来,作为成核点形成纳米通道。Choi等人[90]制备的含有甲酸铜的铜络合物焊膏实现了快速烧结连接,在20 MPa、225 ℃条件下烧结1 min,接头的剪切强度为23 MPa。在施加13 MPa的外部压力的情况下,分别在225 ℃和210 ℃下烧结3 min,其剪切强度分别超过71 MPa和39 MPa。
现有文献中通过在纳米铜焊膏中添加有机物的方法可有效抑制氧化带来的问题,但现有研究对有机物在烧结过程中的机理研究还不够系统,且存在烧结过程中产生团聚现象等不足,需要进一步研究有机物的作用机理,采取多种有机物协同作用的方法,优化纳米铜焊膏的有机物配方,提高其稳定性。
02. 纳米铜烧结连接接头性能影响因素
纳米铜烧结连接接头的性能会受到烧结连接过程中各种参数的影响,如图13所示,主要包括烧结连接工艺(烧结温度、辅助压力、烧结时间)、烧结连接气氛(大气、真空、惰性气氛、还原性气氛)和表面金属化层(镍、银、铜、金)。根据选用的纳米铜焊膏配方以及实际功率器件的应用要求,调整各种参数,寻找高可靠性与低成本的平衡点,提升实际应用价值。
2.1 烧结连接工艺参数
烧结连接工艺对纳米铜烧结连接接头机械性能的影响主要包括烧结温度、辅助压力和烧结时间。提高烧结温度与辅助压力能够显著增加烧结驱动力,进而提升烧结连接接头强度,图14总结了烧结温度及辅助压力对烧结连接接头强度的影响,虽然不同研究人员使用的焊膏配方和烧结气氛有所区别,导致剪切强度存在较大差距,但在同一焊膏配方及烧结气氛中,可以明显看出随着烧结温度及辅助压力的提高,烧结连接接头剪切强度均有所提升[77, 82, 91-95]。
当烧结温度过低不足以驱动纳米铜颗粒充分烧结,主要呈现表面扩散,颗粒发生粗化,但无法形成致密化结构,如图15a所示[57];提高烧结温度可提高原子扩散速率和烧结驱动力,纳米铜颗粒将通过晶格扩散、晶向扩散或表面扩散等方式进行基团团聚生长,结构致密化,同时还可以减少基底和连接层之间的晶格位错和表面张力,减少不同晶界面数量,使连接界面结构更加稳定,形成可靠性更高的纳米铜烧结连接接头,如图15b和15c所示[57]。

图13 纳米铜烧结连接接头性能影响因素

图14 烧结温度及辅助压力对烧结接头强度的影响[57], [77], [82], [91][92][93][94][95]

图15 不同温度下铜接头横截面的FE-SEM显微照片[57] (a) 250 ℃, (b)300 ℃, (c) 350 ℃
在烧结连接过程中施加辅助压力有助于烧结连接层的致密化进而提高烧结连接接头强度,根据Mackenzie-Shuttleworth粉末烧结理论,烧结行为模型可由公式(18)描述[58]:

其中,dρ/dt为致密化速率,ρ为密度,γ为表面能,r为颗粒半径,Papplied为烧结辅助压力,r+Papplied为致密化驱动力。致密化的驱动力依赖于颗粒尺寸和烧结辅助压力。一定范围内辅助压力的提升也可以使连接层中的纳米铜颗粒聚集程度更高,有效填充因有机物挥发或印刷残留气体逃逸而产生的空隙,减少连接层孔隙率,提高烧结质量;但是当辅助压力增大到一定程度后,再次提高辅助压力对剪切强度的提升效果不明显。
在不同阶段施加辅助压力对烧结连接接头性能也有所影响,钱靖等人[96]研究发现仅在烧结阶段施加辅助压力获得的烧结连接强度要优于其余方案,这可能是因为经过准备阶段和预烧结阶段后,焊膏中的有机物成分含量大幅度减少,此时在烧结阶段施加辅助压力,可以获得相较于另两个阶段更加致密的组织结构,从而得到更大的连接强度。
烧结时间是影响纳米铜烧结连接接头强度的另一个因素。烧结颈的长大程度与晶粒尺寸有关,晶粒尺寸与烧结时间的关系可以表示为[97]

式中Dt为时间为t时的晶粒尺寸,D0为时间为0时的晶粒尺寸,n为晶粒生长指数,Q为晶粒生长活化能,k0为扩散效率的指数常数,T为绝对温度,R为理想气体常数。晶粒尺寸随着烧结时间延长而增大,晶粒的长大会促进颗粒之间的进一步扩散,使得颗粒之间颈连结构不断长大,提高连接层的剪切强度[98]。Peng等人[59]研究发现烧结温度的升高和烧结时间的增长均有助于提高烧结连接接头的剪切强度,如图16所示。在相同的烧结温度下,长时间烧结可使有机物充分分解,更多的纳米铜颗粒与其近邻颗粒烧结连接,增加了连接层的致密度并提高了接头强度。但相较于烧结时间,烧结温度对烧结连接接头的剪切强度影响更为明显。Kwon等人[99]研究发现烧结连接接头的剪切强度随烧结温度的升高而增加,但烧结时间对烧结性能的影响微乎其微。戊二酸作为还原剂与聚乙二醇混合制备铜焊膏,在真空中施加10 MPa辅助压力分别烧结10 min、20 min、30 min。烧结温度为350 ℃时,烧结不同时间得到的烧结连接接头都呈现出致密的结构,显示出40 MPa的最大剪切强度;烧结温度为250 ℃时,烧结连接接头中均观察到大量空隙,其中烧结30 min反而比烧结20 min的接头质量更差,这是由于随着烧结时间的增加,聚乙二醇和戊二酸的蒸发增加,导致连接层出现空隙和还原不足。

图16 铜-铜接头剪切强度与烧结参数的关系[59]
在一定范围内,提高烧结温度、增加辅助压力和延长烧结时间均可以有效提升烧结连接接头强度和性能。为了在实际应用中获得高生产率,下一步的研究应关注两个方面:快速烧结和无压烧结。快速烧结可通过调节烧结温度和辅助压力进而提高烧结连接接头性能,使得烧结时间在保证性能的前提下应尽可能缩短。无压烧结无需使用加压设备,不仅降低生产设备成本,而且可实现批量芯片烧结。
2.2 烧结连接气氛
在大气气氛烧结连接过程中纳米尺度的铜颗粒迅速被氧化,形成Cu2O、CuO等电导能力较差的氧化物,并且氧化层阻碍了铜原子相互扩散,导致烧结温度升高,烧结连接接头性能降低。通过在氮气气氛、氩气气氛等惰性气氛中烧结,降低环境中氧含量,可以抑制纳米铜颗粒的氧化;使用如氢气气氛、甲酸气氛等还原性气氛将已产生的铜氧化物还原为铜,可有效提高烧结连接层性能。不同的烧结气氛也会对纳米铜焊膏中有机物的挥发产生影响,在烧结过程中有机物挥发过快会导致连接层出现空洞;挥发过慢残留在颗粒表面的有机物将阻碍纳米铜颗粒间的互相接触,对烧结造成负面影响。因此,在烧结连接过程中选择合适的烧结气氛是影响纳米铜烧结连接接头质量的重要因素之一。
Gao等人[57]研究发现在N2气氛下烧结连接接头强度始终高于真空下烧结连接接头强度。这是因为N2气氛下焊膏中的还原性溶剂聚乙二醇缓慢且连续地释放,可以完全去除铜颗粒表面上的氧化物,有助于形成致密的结构,提高连接层强度;在真空环境下焊膏中的聚乙二醇在低温下快速蒸发失去还原能力,导致出现孤立的铜颗粒,接头中产生缺陷和空洞。闫海东等人[10]研究发现在抽真空的过程中,负压会促使低温有机溶剂快速挥发,进而诱发连接层内部气孔形成并成长为空洞缺陷,如图17所示。芯片连接层的空洞缺陷将降低封装模块的散热能力,增大热阻,通过研究发现预热处理可以抑制缺陷的产生,有效避免抽真空对烧结造成的不利影响。Nishikawa等人[100]使用纳米铜颗粒、还原剂和有机溶剂制备纳米铜焊膏,其中还原剂种类未在文中披露,乙二醇体系作为有机溶剂来防止纳米铜颗粒的氧化。研究发现使用纳米铜颗粒烧结连接过程中也需要一定量的氧气,在N2与O2以10:1混合气氛下的纳米铜烧结连接接头剪切强度高于在N2单一气氛下的纳米铜烧结连接接头。氧气有利于残留在颗粒表面的有机物分解,从而提高烧结效果,但氧气过量反而导致纳米铜颗粒氧化,必须仔细确定氧气的添加量。
在惰性气氛中烧结只能抑制铜颗粒进一步氧化,并不能去除在制备、存储过程中产生的氧化层,因此通常选择在还原性气氛中烧结。Jeong等人[101]用油酸作为保护剂合成了纳米铜颗粒,研究发现Ar气氛下烧结连接层的导电性明显低于10% H2与Ar混合的气氛。钱靖等人[96]对比了Ar、N2、空气、H2、10% H2-90% Ar、20% H2-80% Ar六种不同烧结气氛的影响,研究发现氢气的参与可以在烧结温度下还原已经存在的CuO,但单一H2气氛中烧结连接层中出现较多的孔隙现象。其推测是由于H2过多使得与焊膏中的有机物反应速率过快,在连接层中留下较多的气体逃逸路径,从而导致器件中的孔隙率过高。与H2气氛相比,甲酸气氛可以在更低的烧结温度下去除CuO[11]。Gao等人[102]采用无压还原烧结法,将氧化的铜颗粒在300 ℃甲酸气氛中烧结,甲酸首先吸附在铜氧化物表面,然后分解为甲酸根阴离子和H+,甲酸根阴离子与氧化铜反应形成连续的甲酸铜层,随后分解为纯铜,从而实现铜-铜键合。无压烧结30 min后,烧结连接接头的平均剪切强度为23 MPa。甲酸通过脱氢机制受热分解的主导分解产物为H2和CO2,高温有机物由不同类型的长分子链的有机物组成,通过氢催化或氢解机制可以将大分子链的有机物分解为较小分子链的有机物,小分子链的有机物具有更低的蒸发温度,有利于表面原子的扩散[10]。Li等人[103]采用乙二醇为溶剂与纳米铜颗粒混合制备焊膏,通过傅利叶红外光谱(FT-IR)分析了甲酸气氛和使用Pt催化的活化甲酸气氛对烧结的影响。如图18a所示,在甲酸气氛下,甲酸首先与溶剂乙二醇发生酯化反应,产物随着温度升高而蒸发,随后甲酸可与氧化层反应形成甲酸亚铜,最后甲酸亚铜逐渐分解形成铜原子。如图18b所示,使用Pt作为催化剂,甲酸直接分解为氢自由基,通过氢键与氧化物层结合的溶剂被氢自由基取代,更有利于溶剂的蒸发;当温度升高至200 ℃时,氢自由基有效地还原了纳米铜颗粒表面的氧化物。因此,在250 ℃、5 MPa的条件下烧结30 min,活化甲酸气氛中的纳米烧结连接接头剪切强度为53 MPa,远远高于甲酸气氛中30 MPa的剪切强度。Chou等人[104]系统地研究了Pt催化剂对甲酸还原Cu2O的影响,使用电子顺磁共振波谱仪(EPR)和气相色谱法(GC)分别检测氢自由基和H2气体。研究发现Pt催化加快了氢自由基的生成,可显著缩短还原时间,并使还原温度可降至160 ℃。在催化温度为150 ℃的条件下甲酸生成的氢自由基含量最多,若催化温度进一步升高,不稳定的氢自由基将结合形成H2,导致氢自由基降解以及H2含量急剧增加。此外,北京工业大学郭福教授与贾强副教授团队也围绕催化甲酸气氛低温烧结纳米铜申请了大量发明专利。表3列出了当前纳米铜烧结连接主要使用的气氛及其效果[96], [57], [100], [102], [103], [105], [106]。

图17 不同腔体压差下的空洞率[10] (a) 1000 mbar,(b) 500 mb-ar, (c) 100 mbar, (d) 50 mbar, (e) 20 mbar, (f) 5 mbar

图18 纳米铜颗粒在甲酸气氛中烧结机理示意图[103](a)无Pt催化,(b)有Pt催化
在还原性气氛中烧结可获得强度更高、性能更好的连接接头,但对于实际工业生产而言,使用还原性气氛对烧结设备提出更高的要求,增加生产成本。应进一步探索纳米铜焊膏有机物配方及烧结工艺,结合纳米铜焊膏的自还原特性实现其在惰性气氛下的稳定烧结连接。
2.3 表面金属化层
在现有封装领域的实际应用中,通常采用溅射、电镀、化学镀等方法在芯片和基板表面形成特定的金属化层,如镍、银、铜、金等金属化层。不同金属化层与铜烧结连接层的扩散程度不同,造成了结合界面附近孔隙率的差异,因此需要考虑表面金属化层对烧结连接接头性能的影响。Ishikawa等人[107]对不同金属化层的铜烧结连接接头剪切强度进行研究,发现在250 ℃和300 ℃下无压烧结,铜、镍和银金属化层的剪切强度随着烧结温度的升高而增加,而金金属化层的剪切强度随着烧结温度的升高而降低,如图19所示。基板表面的镍金属化层对烧结铜颗粒有很强的亲和力,铜烧结连接层和基板表面的结合界面之间的润湿性得到改善,有助于形成牢固的烧结连接接头;由于Kirkendall效应,扩散常数不等的金和铜互扩散导致边界处原子的净损失,从而形成扩展间隙层,导致金金属化层的烧结连接接头剪切强度降低[107], [108]。Satoh等人[109]研究发现银金属化层可以显著增强无压纳米铜颗粒的烧结强度,并且其增强效果要优于镍金属化层。文中指出银金属化层的增强效应源于银自身的主动迁移,随着烧成温度的升高,银原子扩散到连接层,结合界面附近的银呈现出存在铜颗粒之间的薄银层和分散在粗铜晶体中的细银颗粒两种形态,结合界面处的银原子会加速界面附近铜原子的扩散,促进纳米铜颗粒的烧结。Gao等人[110]采用铜基板预氧化的氧化还原键合工艺,研究发现由于金属间化合物的断裂模式和形成方式不同,金和银金属化层可以抑制基板上氧化膜的形成。与原始铜基板相比,金和银金属化层的剪切强度均有所提高且金金属化层的增加幅度最大。Yamada等人[111]研究发现Cu-65Mo基板表面银、铜金属化层的样品比金、镍金属化层的样品具有更高的功率循环可靠性。银、铜金属化层的样品在65~250 ℃、3000次功率循环后未出现劣化。相比之下,金、镍金属化层的样品在65~200 ℃和65~250 ℃的功率循环试验中热阻增加。Ishikawa等人[112]对不同金属化层的纳米铜烧结连接接头300 ℃下热老化8 h,基板表面镍、铜金属化层的纳米铜烧结连接接头剪切强度增加,金、银金属化层的纳米铜烧结连接接头剪切强度降低。通过分子动力学模拟研究发现不同金属化层的纳米铜烧结连接接头在热老化前后剪切强度的差异,是由于结合界面附近不同原子的不均匀相互扩散造成。如图20所示,纳米铜颗粒之间相互扩散连接,形成烧结颈结构,随着模拟时间进一步增加,表面镍、铜金属化层的烧结颈形状相对稳定;而银金属化层的烧结颈结构出现明显的收缩,金金属化层的烧结颈结构产生断裂,这种现象将导致结合界面生成Kirkendall空隙,结合界面附近的孔隙率增加,剪切强度降低。
表3 纳米铜烧结连接气氛及其效果[96], [57], [100], [102], [103], [105], [106]


图19 待连接表面金属化层对铜烧结连接接头剪切强度的影响[107]
基板表面粗糙度对纳米铜烧结连接接头同样有影响。左杨等人[62]研究表明铜基板表面过于粗糙时,铜颗粒粒径与铜基板表面凹槽尺寸相差过大,以点接触为主,如图21a所示;当铜颗粒粒径与凹槽尺寸匹配时,接触方式转向为面接触为主,接触面积增大有利于铜颗粒和铜基板之间的原子扩散。同时铜基板表面上的凹槽和烧结后的连接层之间形成锯齿结构,产生机械咬合作用,提高连接层与界面间的连接强度;铜基板过于光滑时,铜颗粒无法填充在凹槽内,使得接触面积减小且无法形成有效的机械咬合作用,如图21c所示。因此最佳粗糙度会因基板材质和铜颗粒尺寸的变化而变化。
金属化层的选择应综合考虑焊膏配方、烧结工艺和后期服役场景等因素。在后续试验中应进一步探究烧结过程与可靠性试验过程中不同金属原子间的扩散规律,不断优化纳米铜焊膏配方及烧结工艺,实现异质金属间的冶金结合,达到烧结连接层和芯片与基板表面金属化层结合界面处牢固连接的目的。

图19 分子动力学模拟300 ℃下纳米铜颗粒烧结过程演变[112](a)Cu金属化层,(b)Ni金属化层,(c)Ag金属化层,(d)Au金属化层

图21 铜焊膏在铜基板不同粗糙表面的润湿铺展模型示意图[62] (a) Ra1, (b) Ra3, (c) Ra6
03.纳米铜烧结连接接头可靠性
为了确保功率器件可以满足实际应用中的性能要求,保证产品的使用寿命,功率器件需要进行一系列可靠性测试,主要包括:热老化试验、温度循环试验、热冲击试验和功率循环试验等。随着功率器件的功率密度和集成度不断增加,由此产生的高功耗导致器件芯片服役温度显著提高。功率器件工作时,半导体芯片产生的热量通过连接层传导到基板和散热器上,从而导致多层结构内的温度梯度,产生热应力。随着环境温度或结温的变化,也会在层界面以及各层内产生热应力。由于功率器件的各层由具有不同CTE的材料制成,在运行期间经历反复热作用后,连接层处可能产生裂纹,并不断扩大最终导致功率器件失效[113]。
3.1 热老化试验
通过测量纳米铜烧结连接接头经受恒定温度热老化后的残余剪切强度,观察高温保持不同时间下烧结连接接头的微观结构,探究其演变规律,评估连接层在高温下的性能退化,为实际应用提供科学依据。图22总结了纳米铜烧结连接接头在不同温度下热老化试验的结果,由于不同文献中使用的铜焊膏配方以及烧结工艺有所区别,热老化试验的结果也有较大差异[91], [114]-[115][116][117]。
部分纳米铜烧结连接接头在长时间的热老化试验下剪切强度降低,可能的影响因素有:铜基板和铜烧结连接层出现氧化现象,孔隙尺寸增加、残留有机物挥发生成气孔等。Xie等人[65]研究了不同热老化气氛对铜接头的影响,使用铜基板制备烧结连接接头,在空气和真空中分别进行180 ℃热老化试验。在空气中老化72 h后,由于铜氧化物在烧结纳米颗粒表面连续生长,形成脆性的纳米多孔和丝状结构,孔隙率高达20.55%,接头的剪切强度从8.20 MPa降至5.12 MPa;在真空中老化72 h后,烧结连接接头的剪切强度反而升高,这是由于在低氧条件下,纳米铜颗粒之间的铜原子充分相互扩散有助于形成大面积连接结构,从而促进烧结态结构的致密化。不同热老化气氛下烧结连接层厚度如图23所示[65]。长期空气老化过程中形成大量结构松散的铜氧化物,导致空气中热老化后的烧结连接层厚度增加。当烧结温度较高时,真空中热老化后烧结连接层厚度变化不大;当烧结温度较低时,部分有机物残留在烧结结构中,经过真空中热老化,有机物的持续挥发和残余氧的析出导致了结合层厚度的轻微收缩。Liu等人[66]指出热老化过程中在界面处形成了Cu2O层,铜烧结连接层和铜基板之间的初始Cu-Cu金属键被弱Cu-Cu2O键取代,这些铜氧化物甚至在接头中形成网络。由于脆性铜氧化物的摩尔体积大于铜,因此在热老化过程中氧化层中会产生应力;热老化后随着样品冷却,由于热膨胀系数的差异,Cu比Cu2O产生更大幅度的收缩,因此在氧化层中也产生了应力,如图24所示。铜氧化物与铜的不同摩尔体积和不同热膨胀系数引起的应力导致了铜烧结连接层和铜基板之间断裂。

图22 纳米铜烧结连接接头热老化实验后的剪切强度[91], [114]-[115][116][117]
纳米铜烧结连接接头的连接强度有时并不随着热老化时间的延长而降低,而是会出现升高现象。有可能因为随着热老化时间的推移,残余有机物含量被去除,烧结过程得以继续,晶粒变得更大,孔隙率降低;也有可能氧化物使烧结连接层的孔隙率降低,微观结构致密化,从而提高了剪切强度[118]。Lee等人[117]在200 ℃氮气气氛中使用镀铜硅片制备纳米铜烧结连接接头,并在150 ℃下进行了1000 h的热老化测试。热老化测试的前200 h内剪切强度增加到初始剪切强度的3倍,在200~600 h之间基本保持不变,1000 h热老化后剪切强度依然高于初始剪切强度。Gao等人[119]研究发现铜烧结连接接头具有特殊的氧化增强性能。使用铜基板在300 ℃氮气气氛中制备纳米铜烧结连接接头,热老化温度为200 ℃。图25a和25b为热老化前铜烧结连接接头的横截面,具有典型的多孔结构。图25c为空气气氛下热老化1000 h后,多孔结构转变为更致密的微观结构,初始孔隙大部分被填满,微观结构几乎呈块状,仅能观察到少量孔隙。图25d为真空气氛下热老化1000 h后,铜烧结连接接头具有典型的蜂窝状结构,观察到铜颗粒之间明显形成颈缩生长。电子探针显微分析(EPMA)结果显示200 ℃空气环境下热老化1000 h后铜接头的Cu和O分布,证实了铜氧化物的形成填充了孔隙。在空气气氛下热老化期间,烧结连接接头的剪切强度先增加后降低,最高剪切强度出现在热老化100 h时为39.2 MPa,1000 h后强度降至33.5 MPa。在真空气氛下热老化的烧结连接接头表现出轻微但持续的剪切强度增加,最高剪切强度出现在热老化1000 h时为31.4 MPa,仍低于空气气氛下热老化的烧结连接接头。

图23 热老化前后各温度下烧结接头连接层厚度[65]

图24 热老化导致的铜连接接头失效示意图[65]
在热老化试验中烧结连接层内部以及烧结连接层与金属化层结合界面之间的原子可以进一步相互扩散,降低孔隙率,提高接头的机械性能,但铜接头在空气环境中或接头内部含有残留的氧元素则易在高温热老化过程中生成氧化物,有机物挥发产生气孔等因素也会造成连接强度降低。目前热老化试验通常在氮气气氛、空气气氛以及真空中进行,但在实际应用中芯片烧结连接后需进行注塑封装,烧结连接接头与目前研究中所处环境有所区别,对于可靠性试验应尽可能还原实际服役条件,以达到更准确的寿命评估。

图25 铜接头的横截面和通过EPMA获得的SE和元素覆盖层[119](a)纳米铜烧结连接接头的横截面,(b)是(a)的放大显微照片,(c)在200 ℃空气环境下热老化1000 h,(d)在200 ℃真空环境下热老化1000小时,(e)和(f)通过在200 ℃空气环境下热老化1000 h的铜烧结连接层的EPMA获得的二次电子像和元素覆盖层
3.2 温度循环试验
温度循环测试是通过改变环境温度,经材料的热传导,使器件本身温度达到与环境温度一致,影响因素有温度差、温度变化速率以及被暴露在高温和低温的时间。主要测试产品能否承受高温及低温条件以及反复置于高温和低温时受到的影响。根据联合电子设备工程委员会JEDEC JESD22-A104D标准规定的温度循环试验条件如表4所示,图26为温度循环试验的示意图[120], [121]。温度循环测试的过程中,功率器件内部的DBC基板、纳米铜烧结连接层和SiC芯片由于材料热膨胀系数的差异,导致膨胀和收缩幅度不一致,变形量不同使得材料间产生应力,周期性的热应力会导致引线键合点脱落、焊层孔隙变大、各层材料连接面积减小等封装失效行为。因为温度循环测试的结果更偏向于评估器件封装的可靠性,且适合大批量器件同时检测,所以当前温度循环测试是用来检测功率器件封装可靠性的主流方法之一。
李科等人[122]通过数值模拟的方式分析了温度循环中连接接头的应力应变情况。研究发现低温停留阶段应变的影响区域小于在高温停留阶段。在高温阶段停留时其受到的最大应变分布在边缘位置,随着温度增加到最高温度或降低至最低温度,变形也随之增大到最大,在高温阶段和低温阶段变形最大值均出现在烧结连接层顶端,随后逐渐过渡到底端,且变形呈条状分布。Suzuki等人[121]使用有限元分析评估温度循环期间银烧结连接层和铜烧结连接层的微观和宏观应变分布。研究发现烧结连接层的宏观应变是围绕中心位置的双轴拉伸状态,越靠近边缘剪切应变越高;微孔烧结结构中的微观等效塑性应变集中在微观颈部部位,银烧结连接层中的应变集中点超过了铜烧结连接层,如图27所示。经研究发现铜烧结连接接头的温度循环可靠性比银烧结连接接头更好,图28为-40~200 ℃的温度范围内1000次循环后铜烧结连接接头与银烧结连接接头的横截面图像,银烧结连接层中存在大量垂直裂纹,铜烧结连接层中没有明显的损伤[121]。Nakako等人[123]比较了铜烧结连接接头、银烧结连接接头和高铅焊料连接接头在-40~200 ℃的温度范围下进行热循环试验的可靠性,图29为连接层的扫描声学断层扫描(SAT)图像。铜烧结连接层在2000次循环后既没有开裂也没有剥落;银烧结连接层在1000次循环后,硅芯片角落出现一些剥落,在2000次循环后剥落范围扩大。高铅焊料连接层在温度循环前存在大量空洞,随着温度循环周期的增加空洞的数量减少,可归因于高铅焊料的高蠕变性能所引起的强热应力下的蠕变变形。但空洞减少的同时,硅芯片角落区域的颜色变浅,这表明高铅焊料连接层可能退化。Nakako等人[124]比较了不同孔隙率的铜烧结连接层、银烧结连接层和高铅焊料连接层在温度循环试验中的可靠性。研究发现随着铜烧结连接层孔隙率的降低,热循环可靠性提高,芯片连接材料在热循环中的优异顺序是:孔隙率为18%的铜烧结连接层>孔隙率为27%的铜烧结连接层>孔隙率为10%的银烧结连接层>高铅焊料连接层>孔隙率为33%的铜烧结连接层。
表4 JEDEC标准的温度循环试验条件[120]


图26 温度循环试验示意图[121]

图27 烧结连接层微孔结构中微观等效塑性应变的分布[121](a)铜烧结连接层,(b)银烧结连接层

图28 1000次循环后烧结连接层的横截面图像[121](a)铜烧结连接层,(b)银烧结连接层

图29 铜烧结连接层、银烧结连接层和高铅焊料连接层-40~200 ℃温度循环的SAT图像[123]
在温度循环时接头内部不同材料间的收缩和膨胀幅度有所差异,产生相互拉伸和挤压,与传统焊料相比,纳米铜焊膏与芯片和基板的热膨胀系数更为接近,减缓了芯片和基板与连接层结合界面处裂纹的萌生,提高了功率器件的可靠性,并且烧结连接接头可靠性随着连接层孔隙率的降低而提高。
3.3 热冲击试验
温度循环试验温度变化速率控制在0~40 ℃/min,而热冲击试验则考验器件在极端温度变化条件下工作的承受能力,从Tmax到Tmin的过渡时长更短,温度梯度和相关热行为会产生额外的应力和应变[96], [118]。如车用功率模块,一般需要满足在-40~125 ℃热冲击老化条件下1000周期的可靠性要求[10]。军用电子元器件的服役环境往往极为恶劣,军用CPU的正常工作温度为-55~125 ℃[125]。根据联合电子设备工程委员会JEDEC JESD22-A106B标准规定的热冲击试验条件如表5所示,且要求从热到冷或从冷到热的移动时间不得超过20秒,最小停留时间应长于测试样品达到所需温度的总时间,使测试样品在停留时间内达到规定温度[126]。由于芯片、溅射层、连接层、基板间热膨胀系数的差异,且连接层中会存在残留有机物载体,在多次冷热冲击后,器件材料间会产生热应力,连接层处萌生孔隙和裂纹等缺陷。连接层的边角处会产生应力集中,引起的缺陷通常发生在芯片的边缘部分,芯片边缘区域会出现翘起现象,导致连接层性能下降。
表5 JEDEC标准的热冲击试验条件[126]

随着热冲击循环次数的增加,纳米铜烧结连接接头在空气环境中被氧化生成密度比Cu小的Cu2O,填充了孔隙体积,同时颗粒之间进一步互扩散连接,孔隙也不断缩小,孔隙率大幅度降低,形成了铜和铜氧化物的混合连接,如图30所示[125]。Gao等人[127]将SiC仿真芯片与DBC基板连接,在空气环境和真空环境中分别进行了-40~250 ℃热冲击试验。真空环境下的基板上发生了明显变形,导致芯片和基板之间距离变化,在基板上形成山丘和山谷状的起伏结构。在山丘处,多孔结构被压缩,形成了更致密的结构;在山谷处,由于芯片和基板之间的距离增加产生裂纹。由于裂纹和挤压,芯片边缘部分几乎与基板分离,如图31a-c所示。缺陷随着循环次数的增加向内扩展,1000次循环后,剪切强度仅能达到9.6 MPa。空气环境下1000次循环后的最终强度为45.1 MPa。接头中心在热冲击试验期间非常稳定,几乎没有发现任何差异,边缘部分在1000次循环时,产生断裂、裂纹和基板上的剥离,如图31d-f所示,但这些缺陷对连接性能的影响有限,仍然可以获得高强度的接头。Usui等人[128]通过同步辐射计算层合成像(SRCL)研究发现在致密纳米铜颗粒周围产生具有弯曲形状的裂纹,这些裂纹沿着从基板到硅芯片的方向传播。典型焊接材料连接层中的裂纹扩展沿晶界发生,但铜烧结连接层中的裂纹扩展机制是由其烧结密度分布控制调节,这表明纳米铜烧结连接层的微观结构将显著影响其可靠性。

图30 纳米铜颗粒在热冲击条件下的互连行为示意图[125]

图31 热冲击试验1000次循环后试样的横截面[127](a)真空中热冲击试验芯片边缘部分的多孔结构,(b)真空中热冲击试验基板上的山丘状结构,(c)真空中热冲击试验基板上的山谷状结构,(d)空气中热冲击试验金属化的断裂,(e)空气中热冲击试验衬底处的剥离,(f)空气中热冲击试验连接层裂纹
热冲击试验模拟了功率器件在恶劣服役环境中的使用寿命,是检测功率器件可靠性的必要手段,但目前热冲击可靠性试验中对结果的分析还需要更加深入,由于对接头横截面与完整接头所受应力存在差异,无法通过原位观察准确表征其失效过程,因此可结合无损检测和数值模拟仿真对其失效机制进行系统分析。
3.4 功率循环试验
温度循环是采用控制环境温度的方式被动加热,而功率循环是芯片间歇流过电流产生间隙发热功率,从而使芯片温度波动,芯片自身发热为热源的方式主动加热。功率器件在运行过程中经常会经历通电断电的循环,功率循环测试通过频繁导通与关闭功率器件,并施加周期性工作电流使功率器件的结温发生周期性的波动,如图32所示,使功率器件快速加热到工作结温,再冷却,以此模拟实际的工作情况[129]。由于封装结构是具有不同热膨胀系数的多种材料构成,多次开关导致电参数将会漂移或退化,功率循环的重复加热冷却效应可能导致连接层之间产生热应力,发生开裂或其他缺陷,从而导致封装失效[130]。对功率循环测试加载的方法并不统一,主要有四种不同的测试方法:恒定导通及关断时间、恒定壳温、恒定功率和恒定结温波动四种,其中恒定导通及关断时间的测试条件最为苛刻[131]。功率循环的次数与结温波动量密切相关,随着功率循环的进行,导通压降及热阻上升,若导通时间及导通电流恒定,则器件后期结温会高于测试初期,器件所能承受的功率循环次数必然最短,相反带有补偿的其余三种测试方法,其测试循环次数会变长,导致不同方法之间的测试结果存在差异[131]。

图32 功率循环的示意图[129]
功率循环测试的故障标准可以基于功率模块样本中正向电压增加5%、电短路发生次数或结温波动增加20%等,不同的失效标准使文献中接头之间的比较复杂化[118]。Yasui等人[132]开发了3.3 kV/450 A全SiC功率模块,最高结温可达175 ℃。功率循环试验结果表明,使用铜烧结连接样品比银烧结连接样品的结温波动更稳定,比传统的富铅焊料连接样品的性能提高了六倍。Furukawa等人[23]在结温波动ΔTj为125 ℃的条件下进行了功率循环测试,结果如图33所示,其中温度波动增加表明芯片连接层分层[23], [132]。富铅焊料连接接头和银烧结连接接头分别在43000次循环和220000次循环后出现故障,铜烧结连接接头在550000次循环后样品依然没有出现故障。在最高结温为175 ℃时,铜烧结连接接头的寿命是富铅焊料连接接头的10倍以上,银烧结连接接头的2倍以上,其中铜烧结连接接头的功率循环寿命较长是由于其热膨胀系数较低,屈服应力较高。Ishizaki等人[129]使用十二烷酸和十二烷胺作为保护剂制备纳米铜颗粒,Al2O3加热器芯片和Cu-65 wt.% Mo基板表面具有Ni金属化层,用纳米铜焊膏和Sn-0.7 wt.% Cu焊膏分别进行连接,并进行高温功率循环试验。由于在功率循环试验期间最低温度和输入功率是恒定的,因此热阻仅取决于最高温度,在实验中监测最高温度以评估热阻的变化。Cu烧结连接接头分别在65~200 ℃和65~250 ℃循环3000次,循环测试期间最高温度几乎恒定,在65~200 ℃循环的接头产生了一些裂纹,但没有完全断裂;在65~250 ℃循环的接头中观察到许多垂直裂纹,如图34a-c所示。由于Sn-0.7Cu连接接头的熔点仅为227 ℃,因此在65~200 ℃循环200次后,Sn-0.7Cu连接接头迅速失效,接头横截面显示出横向裂纹,如图34d和34e所示。垂直裂纹似乎对热量从加热器芯片流向基板的影响不大,因此即使在产生垂直裂纹后,最高温度也可能保持不变,而横向裂纹对热流起到阻止的作用,导致最高温度迅速升高。结果表明,与传统焊料相比,纳米铜烧结连接接头在功率循环试验中的可靠性更高。

图33 ΔTj为125 ℃条件下,无基板单芯片模块的功率循环测试结果[23]

图34 连接接头横截面[129](a)Cu烧结连接接头(b)65~200 ℃功率循环后Cu烧结连接接头(c)65~250 ℃功率循环后Cu烧结连接接头(d)Sn-0.7Cu连接接头(e)65~200 ℃功率循环后Sn-0.7Cu连接接头
纳米铜烧结连接接头的可靠性由于不同文献中采用的测试条件不同,可靠性测试的结果差异性较大,且主要为实验室条件下的加速实验,目前还没有得到实际应用条件下的长期验证,有关纳米铜烧结连接接头的失效机制也有待进一步深入研究。
04.总结
随着第三代半导体的快速发展,传统封装材料难以满足功率器件高温、高压、高频等苛刻环境下服役的要求。纳米铜烧结连接技术具有优异的导热导电性能以及低温连接、高温服役等诸多优势,受到研究人员的广泛关注。本文从纳米铜颗粒及焊膏的制备、烧结连接接头性能影响因素、可靠性三个方面综述了目前纳米铜烧结连接技术的研究进展,为纳米铜焊膏的产业化应用提供了合适的发展方向。综合纳米铜焊膏的制备、连接工艺与性能、高温可靠性及成产成本等因素,在烧结连接过程中需根据实际应用条件选择适当的纳米铜焊膏配方及烧结连接工艺,取得优良性能的同时尽可能降低生产成本,有助于大规模产业化应用:
1)纳米铜颗粒的尺寸形状是决定初始堆垛密度的因素之一。微纳复合铜颗粒可提高初始堆垛密度,有助于实现无压烧结,同时降低生产成本;片状微米颗粒的添加对无压烧结性能提升效果显著。
2)纳米铜颗粒中添加多种有机溶剂协同作用形成纳米铜焊膏,使其具有良好的抗氧化性、稳定性、印刷性。添加还原性有机物可以起到去除铜氧化物,实现非还原性气氛下低温烧结,提高烧结连接接头可靠性的作用。
3)烧结温度越高、辅助压力越大、烧结时间越长,烧结连接接头孔隙率越低、性能越好,但高温高压长时间烧结将造成生产成本大幅上涨,烧结工艺的选择应平衡性能与成本。
3)小面积烧结更适宜选用微纳复合铜颗粒采取无压烧结工艺,提高生产效率;大面积烧结需要加压以保证烧结连接层的致密度,但带来还原性气氛无法与焊层充分反应的问题,因此更适宜采用具有自还原特性的焊膏在惰性气氛下烧结。大面积烧结往往伴随着有机物会发困难的问题,通常需要进行预热工序,以减少烧结后接头内部有机物的残余。
在当前的研究成果上,纳米铜烧结连接技术可考虑以下几个方面开展更加深入的探讨与研究:
1)纳米铜极易氧化的特性限制了其产业化应用。自还原纳米铜焊膏的研究还处于探索阶段,还原性气氛下烧结连接对设备依赖性较高,提高了生产成本。应进一步探索纳米铜焊膏有机物配方及烧结工艺,实现其在无压条件和惰性气氛下的稳定烧结连接。
2)纳米铜烧结连接层的孔隙率较高。需进一步探究双峰纳米铜颗粒、微纳复合铜颗粒以及不同形貌复合铜颗粒的烧结连接机理,通过调整不同尺寸形貌的颗粒配比,形成更加致密化的连接层,提高烧结连接接头性能。
3)基板与散热板间的大面积烧结连接少有涉及。当前报道多是芯片和基板间的小面积连接,纳米铜大面积烧结连接存在有机物挥发困难容易残留的问题,影响烧结连接层的导热导电性能,需进一步探究有机物配方及烧结连接工艺,避免有机物挥发带来的负面影响。
4)纳米铜烧结连接接头具有比传统封装材料更加优异的可靠性,但目前对纳米铜烧结连接接头实际注塑封装后长时间高温服役的相关研究较为缺乏。因此,揭示纳米铜烧结连接接头在实际应用条件下的失效机制,实现对其高温可靠性和使用寿命的评估,仍需进一步的深入研究。
05.展望
为满足SiC等第三代半导体的服役要求,纳米铜烧结连接技术成为近年来功率器件封装领域的重要研究方向之一,其良好的导热导电性能和优异的可靠性已经得到证实。目前功率器件应用中大部分基板表面为铜金属化层,芯片的近端连接也由铝线向铜线转变的倾向,许多学术机构与企业研究并开发了铜基同质连接的相关技术及工艺。应用纳米铜烧结连接技术,实现表面铜基同质连接,匹配的热膨胀系数将进一步提高了功率器件的可靠性。但目前芯片背面金属化层主要以银为主,纳米铜烧结连接技术在逐步替代的过程中必然要解决异质金属结合这一问题。近年来,国内在纳米铜烧结连接技术取得丰富的研究成果,但在产业化应用方面有所欠缺,应更加重视产学研相结合,打破国外对纳米金属焊膏的垄断。此外,针对SiC功率器件制定长期高温服役可靠性相关标准,有利于对其可靠性进行系统分析,对推动纳米铜烧结连接技术的产业化应用同样具有重大意义。
声明:本文引用自马立民, 鲁子怡, 贾强, 王乙舒, 张宏强, 周炜, 邹贵生, 郭福, 面向功率器件封装的纳米铜烧结连接技术研究进展,稀有金属材料与工程, 53(01) (2024) 296-320.
